

Formech Technical Newsletter - Trimming methods
Formech Technical Newsletter - Trimming methods
In this issue we focus on the various trimming methods used for vacuum forming.
1- Trimming by hand
For single or small batch methods where the trimmed edge is not critical
The softer less brittle materials can be scored with a sharp blade (roughly half the thickness of the material) and then snapped away from you for a clean break. Typical materials would be HIPS, ABS, PVC, PP, HDPE & PETG.
2- Trimming with a vertical band saw
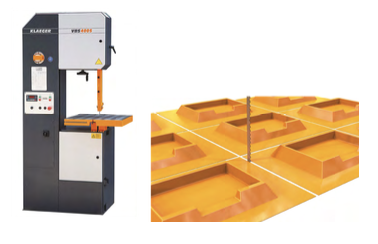
For single or small batches where the trimmed edge is not critical
The band saw can be used for rough cutting or more accurately by using a fence or some form of jig mounted on the table of the band saw. Leaves a slightly jagged edge that may need scraping and consistency of cut can be an issue.
3- Trimming with a drill press & slitting saw

For single or smaller production batches where a decent edge and no flange is required
The vacuum forming is usually rough cut to remove the excess material and then located over a wooden holding jig for support. The side of the forming is then pushed into the rotating slitting saw and slit all around the circumference to remove the waste from the part you require. The drill press needs to be set at 3000 RPM approximately to obtain the best cut. Leaves a clean accurate edge that may need slight scraping on the one side only.
4- Trimming with an overhead or table mounted router with guide pin/bearing cutter/slitting saw
Production batches where a good consistent edge is required with a clean cut
The vacuum forming is usually rough cut on a band saw and then located over a holding jig. The forming is then pushed into the rotating slitting saw and slit all around the circumference. A guide pin mounted into the table or a bearing cutter will determine the path of the cutter as it travels along the edge of the holding jig. Typical router speed is 20000 RPM approximately which results in a very clean cut that often does not require additional cleaning.
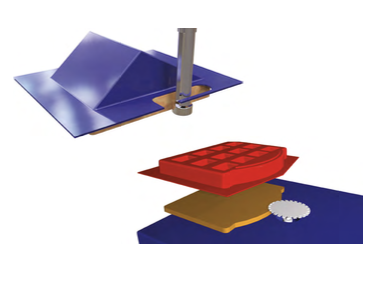
5- Trimming with a roller press

For production quantities for thin packaging trays and inserts (less than 1mm thick)
This provides a clean accurate cut but usually a small flange is unavoidable. The vacuum forming, custom made steel rule cutting die and a polypropylene cutting board are fed through the roller press between the top and bottom rollers separating the waste material from the part. Leaves a very clean accurate edge that does not require additional cleaning.
6- Trimming with a horizontal band saw
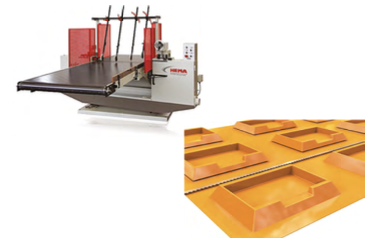
For production for materials ranging from 0.5mm – 3.0mm in thickness
The single or multiple vacuum forming sheet is placed on the conveyor belt of the machine. As the vacuum forming advances through the machine the waste material is trimmed from the remaining part by a horizontal band saw blade. Leaves quite a reasonable edge, but may require scraping.
7. Trimming with a 3 or 5 axis router
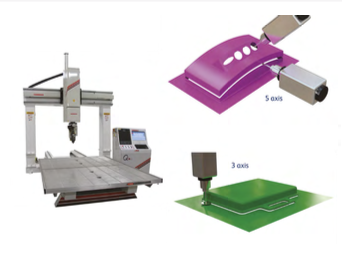
Production quantities for vacuum formings that require a clean consistent accurate cuts in various parts including trimming of the waste material
The vacuum forming is placed on a vacuum jig on the bed of the machine as the router head machines all the apertures, slots and removes the waste material. Leaves a very clean accurate edge that often does not require additional cleaning. 3 axis for trimming on the X, Y, Z axis. 5 axis for additional trimming of slots and holes from all directions A + B.
8- Trimming with a robot

Production quantities for vacuum formings that require a clean consistent accurate cuts in various parts including trimming of the waste material
The vacuum forming is placed on a vacuum jig on the bed of the machine as the router head machines all the apertures, slots and removes the waste material. This method will cut most materials. Leaves a very clean accurate edge that often does not require additional cleaning.
Formech Technical Newsletter compiled by: Martin Smith, Senior Technical Support Manager, [email protected]
>>> Download the PDF here