

Formech Technical Newsletter - Tool spacing and material stretching
Formech Technical Newsletter - Tool spacing and material stretching
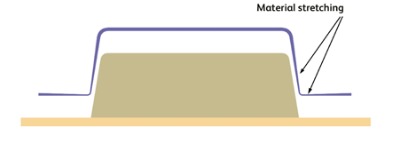
Tool spacing plays a major part on material stretching. It is often a balancing act between trying to use the smallest sheet possible and not compromising on the quality of the finished part. A sheet that is too large can lead to difficulties with releasing the part and webbing. A sheet that is too small can result in the sheet pulling out and excessive material stretch.
1. How close should I space a single tool within the forming aperture?

There are many variables but assuming that the tool is a simple block with uniform height then space the tool from the edge of the aperture between 0.3 to 1.0 x the height of the tool. 50mm (2”) x 0.5 = 25mm (1”) space.
2. How close should I space similar multiple tools to each other & the forming aperture?

Webbing between the tools will be the main problem along with the need to keep the plastic sheet size to the minimum to save cost. The material stretch between the tools and the stretch between the tool and edge of the aperture can vary.
3. Additional methods of controlling material stretching
• Heat – too much heat and the material can be over-stretched on the sides as the tool rises.
• Vacuum- applying vacuum earlier & controlling the speed can help
• Shapes – additional blocks can force the material to stretch in other directions
• Wires and masking strips between tools can restrict the material movement
• Pre-stretch can help to achieve a more uniform wall thickness
• Table up speed – too fast and this can cause the material to blow a bubble as the tool rises.
• Plug assist to hold the material as the tool rises into the sheet
• Tool temperature – a cold tool can restrict material flow
• Tool corner detail – sharp corners on tools can also stop the material from flowing over the tool
• Clamp frame/reducing window frame height will influence material heating
4. Typical wall thicknesses
This depends on many things, e.g. pre-stretch, plug assist and tool design. A simple block of uniform height will typically thin down by 50% on the near vertical side faces.
5. Material stretching with a printed grid pattern
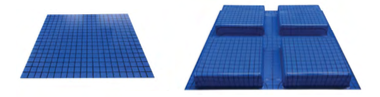
A 10mm or 1⁄2” grid drawn or printed on the sheet will show where the material stretches the most.
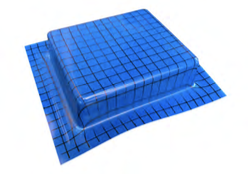
One up tooling creates equal material stretching on every side.
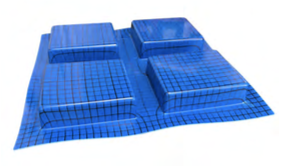
Multiple tooling can create unequal material stretching on the sides

Stretching between tools can be more than on the outside faces of the tools.

Outer face stretching.
Formech Technical Newsletter compiled by: Martin Smith, Senior Technical Support Manager, [email protected]
>>> Download PDF here