

Formech Technical Newsletter - Vacuum and vacuum holes
Formech Technical Newsletter - Vacuum and vacuum holes
Vacuum flow is critical to the process of vacuum forming. After heating the sheet to its forming temperature, vacuum must follow immediately as the tool is raised. In addition to the vacuum pump and hoses, the seals on the table and the clamp frame all play a pivotal role in creating effective vacuum to achieve well defined formed parts.
1. Vacuum pumps

A. Often used in smaller desktop machines. Robust pumps requiring very little maintenance. Typically 25” Hg – 5.52 m3.hr flow rate. Formech 450DT and 508DT.
B. Often used in smaller desktop machines. Robust, low maintenance pumps, which cope with dirt well. 25” Hg – flow rate – 2-3 times greater flow than of the diaphragm pump. Low maintenance. Formech 508FS, 686 and 1372.
C. These are used in larger floor standing machines with vacuum tanks, where the machine is used constantly. Typically 28” Hg - flow rate. Oil level needs monitoring. Formech 1250, 1500, 2440, HD & TF Series.
2. Vacuum tanks

Vacuum tanks allow you to create instant vacuum, stored from the vacuum pump, instead of waiting for the pump to generate the vacuum.
Tanks can be useful with more demanding materials e.g. polycarbonate, where the ideal forming temperature for the material is critical.
It is essential to form such materials as soon as the material is ready, or it could lose definition as you wait for the pump to accumulate vacuum. APET is another material that has a narrow heating band, that would benefit from instantaneous vacuum.
3. Vacuum holes and their positions
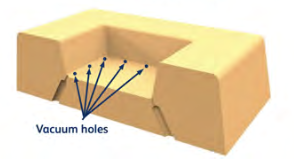
Vacuum holes or slots should be positioned at the lowest point in cavities or at changes in sections. Every corner requires a hole and they should generally be spaced 25mm (1”) apart.
The thinner the material, the smaller diameter the vacuum hole. Usually 1mm diameter holes for materials up to 2mm, and 1.5mm diameter for materials above 2mm in thickness. Materials below 1mm may require 0.75mm or less diameter holes, if you want to minimise any witness marks. Polypropylene will tend to seek out any holes or gaps in tooling, so try to keep the vacuum holes as small as possible. Vacuum holes can be drilled with a hand drill. 1.5mm Long reach drill bits are available from Formech.
If you don’t have a small diameter drill bit to reach all the way through your tool, you can
use a larger diameter drill bit (5–10mm) for approximately 80% of the vacuum hole from the rear face of the tool, then use a smaller drill bit to drill from the top face of the tool, into the larger vacuum hole. The shorter the length of the narrow bore, the faster the forming speed and consequently, the better the definition.
4. Vacuum flow
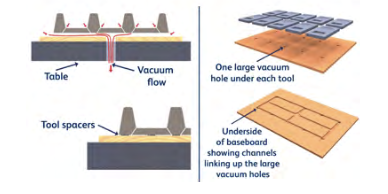
When using multiple tools, try to create an even vacuum flow from the main central vacuum hole on the table, to the underside of each of the tools.
Use spacers for vacuum flow to raise each tool off the baseboard. For short runs, the spacers can be wire mesh, washers, thin plywood strips (1mm) or double sided foam tape (1mm). Foam tape can compress with heat, so additional harder spacer strips can be used to prevent this.
Raising a tool/mould off the baseboard by 1mm, instead of drilling vacuum holes all-round the perimeter of the tool, will produce a much stronger vacuum flow and greater air release pressure.
If you have uniform heating and an even spread of vacuum holes, then the pull of the vacuum will be most visible, where the sheet has the least resistance. It is easier for the vacuum to pull the sheet over a void than over the tool surface, where it will have a cooling effect on the sheet.
Formech Technical Newsletter compiled by: Martin Smith, Senior Technical Support Manager, [email protected]
>>> Download PDF here